
















Base d'alliage de cobalt Électrodes de soudage dur
- Détails d'emballage:
- 5kg / boîte, package neural ou comme demande du client
- Capacité d'approvisionnement:
- 10 Tonne/Tonnes per Month cobalt base hardfacing welding electrodes
- Hafen:
- shanghai,tianjin
Description du produit
DESCRIPTION DU PRODUCTE
 GB / T984 \ n edcocr-a-03 \ naws A5.13: ECOCR-A \ n Introduction: \ n D802 est une sorte d'électrode hardée pour le type de calcium en titane, et avec le noyau en alliage de coulée cocrmo, le revêtement en plongeant dans le légal Système, adapté à DC Inverse \ n Application: Utilisé pour faire surface le soudage à des occasions nécessitant une excellente résistance à l'usure, une résistance à la corrosion suffisante sous 650 ℃, comme le soudage de surfaçage des vannes à haute température et de pression, des couteaux de cisaillement chaud, etc. Faire surface du soudage sur les pièces dans les conditions a résisté à l'impact et au refroidissement et au chauffage alterné. Composition chimique du métal déposé (%) \ n
GB / T984 \ n edcocr-a-03 \ naws A5.13: ECOCR-A \ n Introduction: \ n D802 est une sorte d'électrode hardée pour le type de calcium en titane, et avec le noyau en alliage de coulée cocrmo, le revêtement en plongeant dans le légal Système, adapté à DC Inverse \ n Application: Utilisé pour faire surface le soudage à des occasions nécessitant une excellente résistance à l'usure, une résistance à la corrosion suffisante sous 650 ℃, comme le soudage de surfaçage des vannes à haute température et de pression, des couteaux de cisaillement chaud, etc. Faire surface du soudage sur les pièces dans les conditions a résisté à l'impact et au refroidissement et au chauffage alterné. Composition chimique du métal déposé (%) \ n
Dureté métallique déposée: Hrc≥40 \ n diamètres / courant de référence (DC + \ n Remarques sur les usages: \ n 1. Les électrodes doivent être cuites moins de 200 ℃ pendant une heure avant le soudage. \ N 2. autant que possible avec l'arc court Le soudage et le soudage travaillent pour maintenir la verticale. \ n 3. Conformément à la taille des travaux et le type du matériau de base doit être de 300 ~ 600 ℃ préchauffage \ n 4.Après le soudage, il doit être dans 600 ~ 700 ℃ Température après 1 heure de refroidissement lentement ou fonctionnera immédiatement placé dans un sable sec et chaud ou un refroidissement lent de Barilla, pour éviter les fissures. \ N \ n 5. La couche de surfaçage doit être broyée, si elle est trouvée, selon les étapes ci-dessus pour souder la réparation et le refroidissement lent. \ n \ n Détail de l'image

 \ n Détails du package et de livraison du package: \ n 5kg / boîte intérieure, 4box / carton = 20kg, 50cartons = 1 tonne / palette; \ n \ n livraison: \ n Time: Normalement prêt des produits dans les 8 à 25 jours. \ n terme : CIF CNF FOB EXW \ N FAQ Q: Votre entreprise de trading ou votre fabricant est-il le stock, ou c'est 15 à 20 jours si les marchandises ne sont pas en stock, cela dépend de la quantité. \ n Q: fournissez-vous un échantillon gratuit? C'est gratuit ou supplémentaire? \ N A: Oui, nous offrons un échantillon gratuit, mais ne payez pas Le coût du fret. \ n Q: Quelle est votre durée de paiement? \ N A: PAYS1000USD, 30% TT à l'avance, solde avant Shippment. \ Nif Vous avez une autre question, PLS n'hésitez pas à nous contacter comme ci-dessous: \ n Application \ n
\ n Détails du package et de livraison du package: \ n 5kg / boîte intérieure, 4box / carton = 20kg, 50cartons = 1 tonne / palette; \ n \ n livraison: \ n Time: Normalement prêt des produits dans les 8 à 25 jours. \ n terme : CIF CNF FOB EXW \ N FAQ Q: Votre entreprise de trading ou votre fabricant est-il le stock, ou c'est 15 à 20 jours si les marchandises ne sont pas en stock, cela dépend de la quantité. \ n Q: fournissez-vous un échantillon gratuit? C'est gratuit ou supplémentaire? \ N A: Oui, nous offrons un échantillon gratuit, mais ne payez pas Le coût du fret. \ n Q: Quelle est votre durée de paiement? \ N A: PAYS1000USD, 30% TT à l'avance, solde avant Shippment. \ Nif Vous avez une autre question, PLS n'hésitez pas à nous contacter comme ci-dessous: \ n Application \ n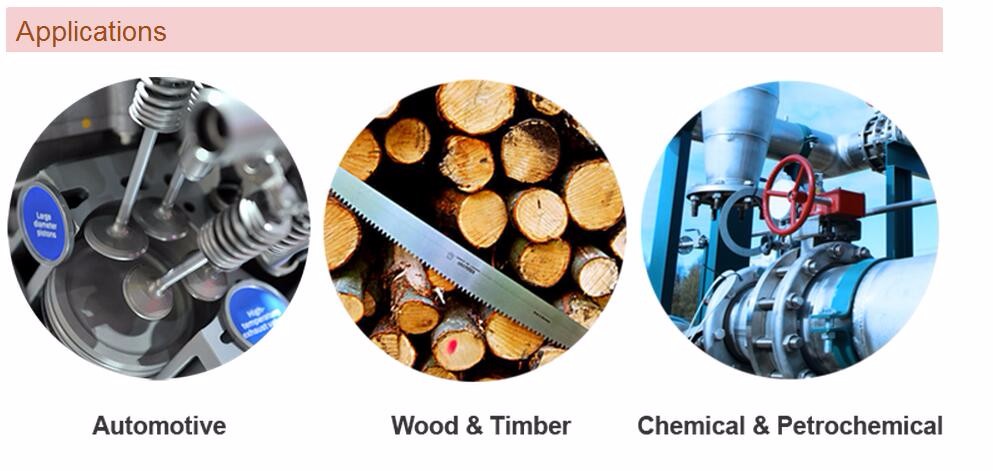
 \ n Contactez-nous
\ n Contactez-nous \ n
\ n
GB / T984 \ n edcocr-a-03 \ naws A5.13: ECOCR-A \ n Introduction: \ n D802 est une sorte d'électrode hardée pour le type de calcium en titane, et avec le noyau en alliage de coulée cocrmo, le revêtement en plongeant dans le légal Système, adapté à DC Inverse \ n Application: Utilisé pour faire surface le soudage à des occasions nécessitant une excellente résistance à l'usure, une résistance à la corrosion suffisante sous 650 ℃, comme le soudage de surfaçage des vannes à haute température et de pression, des couteaux de cisaillement chaud, etc. Faire surface du soudage sur les pièces dans les conditions a résisté à l'impact et au refroidissement et au chauffage alterné. Composition chimique du métal déposé (%) \ n|
Chemical Composition |
C |
Cr |
Mn |
Si |
W |
|
Requirement |
1.00~1.70 |
26.00~32.00 |
≤2.00 |
≤2.00 |
7.00~10.00 |
\ n Détails du package et de livraison du package: \ n 5kg / boîte intérieure, 4box / carton = 20kg, 50cartons = 1 tonne / palette; \ n \ n livraison: \ n Time: Normalement prêt des produits dans les 8 à 25 jours. \ n terme : CIF CNF FOB EXW \ N FAQ Q: Votre entreprise de trading ou votre fabricant est-il le stock, ou c'est 15 à 20 jours si les marchandises ne sont pas en stock, cela dépend de la quantité. \ n Q: fournissez-vous un échantillon gratuit? C'est gratuit ou supplémentaire? \ N A: Oui, nous offrons un échantillon gratuit, mais ne payez pas Le coût du fret. \ n Q: Quelle est votre durée de paiement? \ N A: PAYS1000USD, 30% TT à l'avance, solde avant Shippment. \ Nif Vous avez une autre question, PLS n'hésitez pas à nous contacter comme ci-dessous: \ n Application \ n \ n Contactez-nous \ n Groupes de Produits : Electrodes / tiges de soudage > tige de base en cobalt
Premium Related Products





autres produits



Produits phares
China Best Quality Inverter DC TIG Machine à souderInverter Arc / MMA Welding Machine / Welder Arc200gHot Room Igbt Ac / Dc Tig Machine à souderMachine à souder à mailles automatiques à la mode2014 The Most Popular Inverter Welding Machine PriceMachine à panneau de clôture en treillis soudéPrix de support de soudage type coréen 300 / 500ABritish Type Heavy duty WELDING EARTH CLAMP 600A VIS À FAIBLE TYPEDébitmètre à gaz Débitmètre Argon / Co2 Test PlastiqueHandypipe / Handypipe-Q Lark / -Handy coupe-chaîne à manivelleRégulateur de basse pression à double étage à haute étanchéité en acier inoxydable à haute puretéRégulateur de microminiature à faible débit de haute pureté à haute teneur en pureté Stainess steelTorche de coupe de type British Longueur de longueur différente NM250 Torche de coupeCasque de soudage auto-obscurifié compétitifTige de soudage approuvée ABS 7018Alimentateur de fil de haute qualité approuvé CE Machine de soudage MIG souple à gaz à gaz monophasé à gaz monophasé à une seule phase Machine de soudage 200AMP